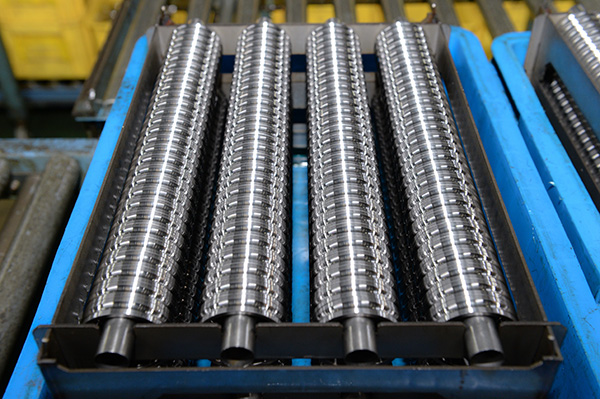
研削ライン
研削工程概要
ベアリング内外輪の寸法・精度は研削で決まります。旋削では1/100mm単位ですが、研削ではミクロン~サブミクロン単位(1/1000~1/10000mm)、ボールが転走する軌道溝は超仕上げ加工により表面粗さが10ナノ単位(1/100000mm)で加工されます。
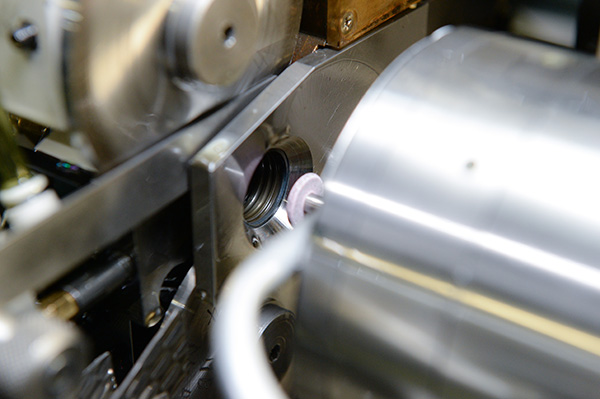
内外輪別に平面・外面研削で平面と外径面が平行・直角となる基準面を創出する事が重要です。その基準面を案内にして内径研削、軌道溝研削、軌道溝超仕上げ加工を行ないます。
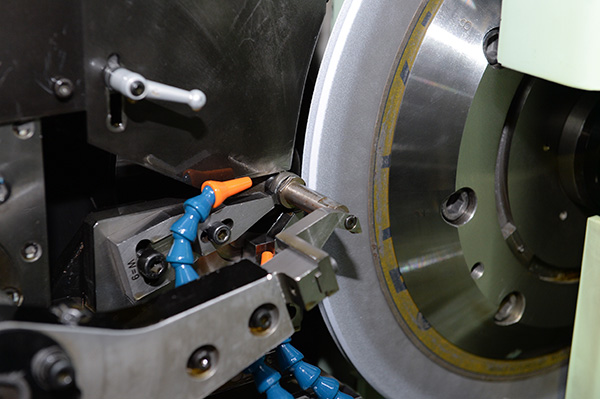
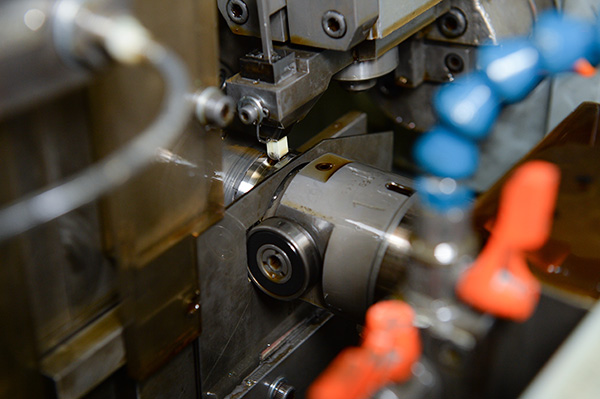
各々の研削盤では内外輪のサイズや材質に応じた最適な加工条件が設定され、適切な研削液、砥石、ドレッサーを選定して高精度な研削加工を行っています。多品種小ロット生産にフレキシブルに対応する熟練した段取工の技が当社の強みです。
研削作業の内容
旋削・熱処理した内外輪の外径面(ハウジング装着部分)・内径面(シャフト装着部分)・平面(軸方向位置決め部分)・軌道面(ボールが転走する円弧状溝部分)を精密研削します。更に軌道面を鏡面に仕上げて、使用時に低トルクで静粛に回転できるベアリングを作り込みます。各種研削盤の操作・品質チェック・製品供給・砥石交換等を行う仕事です。
研削工程主要設備